ECHOMAC® PA TUBE WELD TESTER
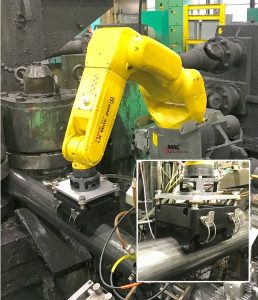
Robotic ERW Phased Array firmy MAC Echomac® PAUT TW to przyjazny dla operatora system do wykrywania defektów strefy spawania rur i rurek spowodowanych powstawaniem szczelin lub problemów w procesie spawania. Urządzenie testujące może wykryć między innymi wręby wzdłużne N10 i N5, ID i OD oraz otwory przelotowe o średnicy 3,2 mm i otwory wywiercone w połowie ścianek. Phased Array zapewnia wyjątkową zaletę podczas kontroli strefy spoiny, operator nie musi regulować jej położenia, dopóki spoina znajduje się w określonym promieniowym położeniu systemu. Elektroniczne skanowanie zapewnia pokrycie całej strefy spawania bez konieczności wykonywania mechanicznych ruchów lub regulacji przez operatora.
Sondę PA umieszcza się koncentrycznie w stosunku do rury lub tuby. Wykonywanie normalnych wiązek padających skutkuje pomiarami grubości, które są przetwarzane i wyświetlane w widokach B-scan i C-scan, co daje obraz w czasie rzeczywistym przedstawiający profil spoiny. Wizualizacja profilu spoiny szybko ostrzega operatora o wszelkich problemach związanych z procesem fazowania.
Ten sam test, który jest używany do monitorowania fazowania, można zastosować do oceny wad w przypadku defektów laminarnych w HAZ (strefie wpływu ciepła). Dodając cykle wiązki pod kątem dodatnim i ujemnym, system może wykryć wzdłużne defekty OD/ID zwykle występujące w procesie spawania. Wszystkie skany są wykonywane sekwencyjnie, wykorzystując tylko jedną macierz.
Głowica testowa składa się ze głowicy na sprężynowym uchwycie wykorzystującym sprzęgło cieczowe (zwykle chłodziwo młyna), przymocowanego do odlewanego klinu . Aby zmienić na inną średnicę, po prostu odblokuj moduł przetwornika i wymień klin na odpowiedni do nowej średnicy. W zestawie z systemem dostarczane są kliny testowe dla wymaganych przez klienta rozmiarów. Robot trzymający i manipulujący głowicą testową jest w całości kontrolowany przez intuicyjny interfejs HMI za pomocą panelu przycisków. Koncentryczna pozycja robota względem rurki podczas badania jest stała i nie jest wymagana żadna regulacja przy zmianie klinów głowic testowych. Wszelkie regulacje ustawień przetwornika są dokonywane elektronicznie, więc nie są wymagane ręczne zmiany.
System ten zapewnia przyjazne dla operatora tryby konfiguracji i pracy. Operator jest powiadamiany za pomocą alarmów wizualnych i dźwiękowych. Dodatkowo sygnał jest wysyłany do sterownika PLC dla znacznika markera znajdującego się w dolnej linii. System jest zintegrowany z zakładem klienta za pomocą sygnałów ze sterownika PLC młyna, aby zapewnić szybkie wycofanie głowicy testowej i zapobiec uszkodzeniom po wykryciu przecięcia lub otwartego szwu.
MAC jest certyfikowanym autoryzowanym integratorem systemów FANUC
![]()